04. Acabados y embalado
Deformación en frío que se realiza en los bancos de trefilado mediante una sucesión de hileras que realizan un porcentaje de reducción cada una. Las hileras son de carburo de tungsteno y como lubricante se utiliza jabón (estearatos).
El trefilado en seco se utiliza bien como deformación de desbaste o como acabado final.
Según las características finales que solicite el cliente, para eliminar el endurecimiento y las tensiones que permanecen en el alambre después del trefilado, puede realizarse un tratamiento térmico.
Este proceso (hipertemple o solubilización), consiste en someter el material a una temperatura suficientemente alta (los aceros inoxidables austeníticos a 1100ºC aprox.), en una atmósfera inerte, para eliminar todas las alteraciones estructurales debidas a los procesos de fabricación, seguido de un enfriamiento a alta velocidad.
Deformación en frío para obtener un producto con superficie brillante dependiendo de la aplicación. El brillo del material se consigue por fricción del hilo con la hilera, en este caso de diamante policristalino, en presencia de un lubricante de baja densidad, normalmente aceite. El acabado puede ser final, o con procesos posteriores.
Corte del alambre en varillas para soldadura TIG, con un metro de longitud y con estampación identificativa del material.
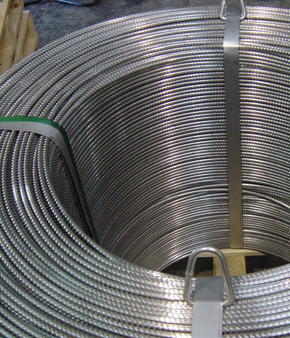
El alambre se dispone en diferentes tipos de carrete, según aplicación final y requerimientos del cliente. Pueden ser de 15 kg (soldadura MIG) o varios pesos en carretes de plástico según normativa.